1. Introduction: The Invisible Foundation of Surface Integrity
In the nanometric world of precision grinding, the machine tool is often perceived as a rigid, immovable object. However, under the intense localized forces of the abrasive process, even the most massive cast-iron structures behave like complex elastic springs. This Structural Rigidity Mechanism is the invisible foundation upon which all Quality Stability is built. Without sufficient stiffness, the machine cannot maintain the deterministic contact required to achieve sub-micron surface finishes, leading to a direct degradation of the Process Capability (Cpk).
The Role of Stiffness in Quality Stability
Quality stability in grinding is defined by the machine’s ability to resist displacement under varying Normal Grinding Forces (Fn). When a spindle or bed lacks the necessary structural integrity, the resulting Deflection Mechanism introduces geometric errors that are impossible to compensate for via software alone. This is particularly critical in creep-feed or high-material-removal-rate (MRR) operations, where the magnitude of the force can induce microscopic “chatter” or “lobing” on the workpiece surface.
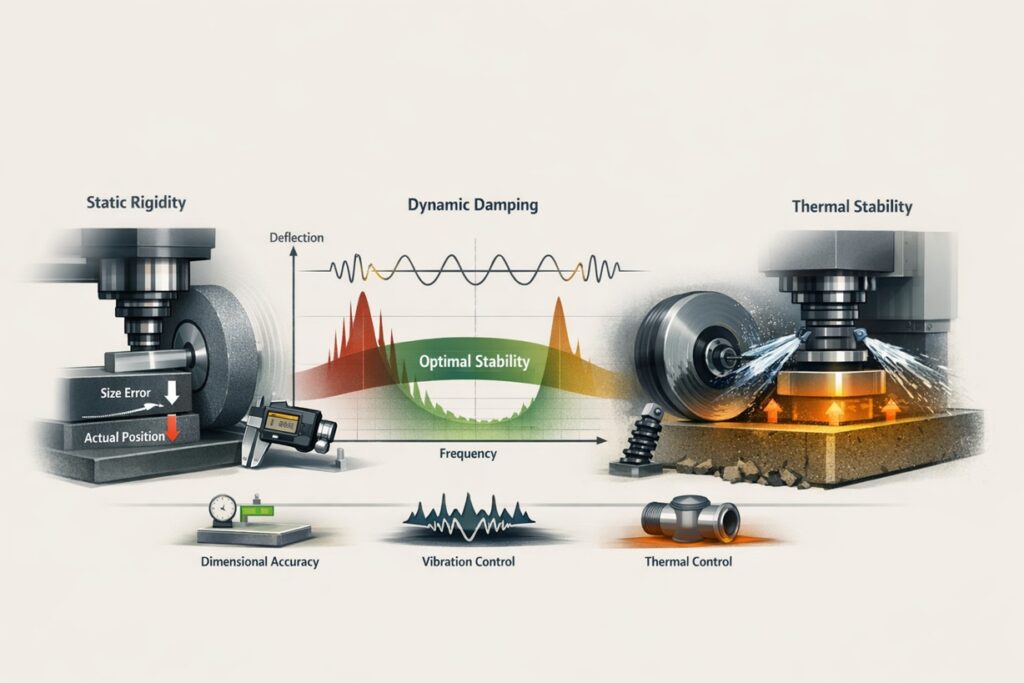
Static vs. Dynamic Stiffness: A Dual Mechanism
For effective Specification Selection, one must distinguish between two primary forms of rigidity. Static Stiffness governs the machine’s resistance to steady-state loads, ensuring dimensional accuracy and parallelism. Dynamic Stiffness, on the other hand, is the Mechanism that manages the energy of vibrations. A machine may be statically strong but dynamically weak, leading to resonant frequencies that amplify microscopic disturbances into visible surface defects.
ksys = F / δ
Equation 1.1: The Fundamental Stiffness Mechanism (where ksys is system stiffness and δ is deflection)
Equation 1.1 illustrates that any reduction in stiffness (ksys) results in an immediate increase in deflection (δ) for a given force. In the pursuit of Zero-Defect Manufacturing, the goal is to maximize k across all frequency ranges. This article will dissect how structural choices—from mineral casting to hydrostatic bearings—act as the primary Mechanism for securing long-term quality stability.
The Rigidity Axiom: “Surface quality is not created by the grinding wheel alone; it is protected by the machine’s resistance to change. In the Mechanism of precision, stiffness is the guardian of stability.”
2. The Static Stiffness Mechanism: Deflection and Dimensional Accuracy
In any grinding operation, the machine tool is part of a Closed Force Loop consisting of the bed, the spindle, the wheel, and the workpiece. Static Stiffness (kst) refers to the machine’s ability to maintain its geometric position under constant or slow-moving loads. When the grinding wheel engages the workpiece, the resulting Normal Force (Fn) acts to push the wheel and workpiece apart. If the system’s Mechanism of Resistance is insufficient, this force causes elastic deflection, leading to significant dimensional errors.
The Deflection and Size Error Mechanism
The primary consequence of low static stiffness is “Size Error.” Because the machine deflects, the actual depth of cut (ae_actual) is always less than the commanded depth of cut (ae_set). This Mechanism requires operators to perform multiple “spark-out” passes to allow the stored elastic energy in the machine frame to dissipate, which increases cycle times and reduces overall Productivity Mechanism.
Δd = Fn / ksys
Equation 2.1: Dimensional Error Mechanism (where Δd is the size error)
Structural Material and Geometric Stability
The Mechanism of static rigidity is heavily dependent on the Young’s Modulus of the structural materials used in the machine bed and columns. While traditional Grey Cast Iron (GJL-250/300) offers excellent machinability and moderate stiffness, modern high-precision machines often utilize Mineral Casting (Polymer Concrete) or ultra-high-stiffness Ductile Iron (GJS) to minimize the loop deflection. Mineral casting, in particular, provides a Thermal Inertia Mechanism that complements its static stability.
The Static Axiom: “In the Mechanism of dimensional control, what you set is not what you get unless the machine has the kst to hold it. High static stiffness is the prerequisite for predictable Quality Stability.”
3. The Dynamic Stiffness Mechanism: Modal Frequency and Chatter
While static stiffness ensures dimensional accuracy, Dynamic Stiffness (kdyn) is the primary Mechanism that dictates surface quality and process stability. In high-speed grinding, the machine is subject to fluctuating forces that can trigger resonance. If the Dynamic Compliance of the machine tool is too high, it will succumb to Chatter—a self-excited vibration that leaves visible wave patterns on the workpiece and destroys Quality Stability.
The Regenerative Chatter Mechanism
Chatter in grinding is often a Regenerative Mechanism. It occurs when a small vibration during one rotation of the wheel or workpiece creates a wavy surface, which then excites even larger vibrations in the subsequent rotation. This feedback loop is governed by the Damping Ratio (ζ) of the machine structure. A high-stiffness bed with low damping (like steel weldments) may actually perform worse than a lower-stiffness bed with high damping (like mineral casting) in suppressing this Mechanism.
G(iω) = 1 / (kst – mω2 + i·cω)
Equation 3.1: The Transfer Function Mechanism for Dynamic Compliance
Modal Frequency and Interference
Every machine has a Natural Frequency Mechanism. When the Excitation Frequency (resulting from spindle RPM or wheel imbalance) matches the Modal Frequency of the machine bed or spindle, the vibration amplitude is amplified exponentially. To maintain quality, the machine’s Dynamic Stiffness must be high enough to shift these modal frequencies outside the operational range or provide enough damping to absorb the energy before it reaches the contact zone.
The Dynamic Axiom: “Stiffness is about resisting force; Damping is about managing energy. In the Mechanism of high-precision grinding, Quality Stability is only achieved when the machine can both resist the cut and swallow the vibration.”
4. Thermal Stiffness: Geometric Stability Over Time
Quality stability is not a static achievement; it must be maintained over hours of continuous operation. Thermal Stiffness refers to the machine’s Mechanism of Resistance against internal and external temperature gradients. As motors, spindles, and grinding friction generate heat, the machine structure expands. Without proper Thermal Management Mechanisms, this expansion leads to “Thermal Drift,” where the relative position between the wheel and workpiece shifts, causing Process Instability.
The Thermal Expansion and Symmetry Mechanism
The impact of heat on Quality Stability is governed by the material’s Coefficient of Thermal Expansion (α). If a machine is designed asymmetrically, heat will cause it to “tilt” or “bow,” distorting the grinding path. To counteract this, high-precision machines utilize a Symmetric Design Mechanism, where thermal growth occurs along the axis of the spindle rather than perpendicular to it, preserving the Geometric Loop Stiffness.
ΔL = L0 · α · ΔT
Equation 4.1: The Thermal Drift Mechanism (where ΔL is the dimensional shift)
Thermal Inertia and Active Compensation
Materials like Mineral Casting provide a superior Thermal Inertia Mechanism because they react much slower to temperature changes compared to cast iron or steel. However, for 24/7 high-volume production, Active Thermal Compensation is often required. This Mechanism uses real-time sensor data to adjust the CNC offsets, effectively maintaining the “Virtual Stiffness” of the machine even as the physical structure expands.
The Thermal Axiom: “In the Mechanism of stability, time is the enemy of precision. A machine is only as stiff as its ability to remain geometrically indifferent to the heat it creates.”
5. Evaluating Stiffness for Quality Stability: Spec Selection Guide
The selection of a grinding machine is an investment in Quality Stability. To ensure long-term process capability, the Evaluation Mechanism must move beyond the manufacturer’s brochure and into the domain of structural physics. Selecting a specification requires a deterministic analysis of how the machine’s stiffness—both static and dynamic—will interact with the specific forces of your production environment.
The Compliance Map and Loop Stiffness
A critical Mechanism for evaluation is the “Compliance Map” or “Frequency Response Function (FRF).” This data reveals the machine’s susceptibility to vibration across a spectrum of frequencies. When reviewing specifications, engineers should look for a high Minimum Dynamic Stiffness at the spindle nose. A machine that is stiff at low frequencies but resonant at 150 Hz (a common spindle RPM range) will fail to deliver consistent Quality Stability.
Guideway and Bearing Selection Mechanisms
The interface between moving components is where stiffness is most frequently compromised. Hydrostatic Bearings provide an incredible Damping Mechanism and virtually infinite life, but may have lower static stiffness than High-Preload Roller Guides. The choice depends on the Mechanism of Removal: heavy-duty creep-feed grinding favors the absolute rigidity of rollers, while ultra-fine finishing benefits from the vibration-absorbing oil film of hydrostatics.
The Evaluation Axiom: “Spec selection is the Mechanism of future-proofing your quality. If you cannot measure the dynamic stiffness at the point of contact, you are not buying a machine—you are buying a gamble.”
6. Conclusion: Rigidity as a Metric for Long-term Precision
In the final analysis, machine stiffness is not merely a structural specification but a fundamental Quality Control Mechanism. The ability of a grinding machine to resist both static deflection and dynamic resonance is what separates a stable, high-capability process from one plagued by unpredictable rejects. For manufacturers targeting Quality Stability, investing in structural rigidity is the most effective way to secure a robust Process Capability (Cpk) and minimize long-term operational costs.
Summary of Stiffness-Driven Quality
As we have explored, achieving peak performance requires a balanced approach to the machine’s Mechanical Loop:
- Static Precision: Minimizing the Deflection Mechanism to eliminate size errors and taper.
- Dynamic Integrity: Utilizing high-damping materials and stiff bearing supports to suppress the Chatter Mechanism.
- Thermal Indifference: Implementing symmetric designs and stable base materials to prevent Geometric Drift Mechanism over time.
By prioritizing these structural factors during the Specification Selection phase, manufacturers can ensure that their grinding processes remain stable, predictable, and capable of meeting the tightening tolerances of tomorrow’s engineering challenges.
The Axiom of Structural Quality
“A grinding wheel can only be as precise as the machine that holds it. In the Mechanism of stability, stiffness is the ultimate silent partner of quality.”
References & Technical Resources
Primary Engineering References
- • Altintas, Y. (2012). Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design. Cambridge University Press. (Dynamic stiffness and chatter stability).
- • Weck, M., & Brecher, C. (2006). Werkzeugmaschinen 5: Messtechnische Untersuchung und Beurteilung, Dynamik, Statik, Genauigkeit. Springer. (Machine tool loop stiffness).
- • Klocke, F. (2009). Manufacturing Processes 2: Grinding, Honing, Lapping. Springer. (Influence of rigidity on surface generation).
Internal Technical Deep-Dive
For further exploration of the stiffness and quality stability mechanisms discussed in this report, please refer to the following internal technical modules: