1. Introduction: The Power vs. Torque Dilemma in Machine Selection
In the strategic procurement of grinding technology, manufacturers often fall into the “horsepower trap”—assuming that a higher kilowatt rating automatically translates to superior productivity. However, the Mechanism of material removal is not governed by raw power alone, but by the precise delivery of Spindle Torque at the contact zone. As global energy prices rise and TCO (Total Cost of Ownership) models become more stringent, understanding the distinction between power and torque is no longer a theoretical exercise; it is a financial imperative.
The Over-Specification Trap and TCO
Investing in an over-specified machine—one with excessive power that remains underutilized—introduces a significant Capital Efficiency Deficit. These machines typically require larger floor footprints, more robust (and expensive) foundation work, and high-capacity auxiliary systems such as massive chillers to manage the heat generated by large-frame motors. When the Mechanism of the actual process requires low-speed, high-force engagement, a high-power spindle optimized only for RPM becomes a liability rather than an asset.
Conversely, an under-powered system or one lacking sufficient torque leads to process instability. If the spindle cannot maintain a constant angular velocity under the load of the Specific Grinding Energy (us), the result is Wheel Loading, thermal damage, and a collapse in surface integrity. To bridge this gap, engineers must transition from “nominal spec” selection to a Deterministic Load Analysis.
Preq = (MRR · ec) / ηsys
Equation 1.1: Theoretical Spindle Power Mechanism based on Removal Rate and Specific Energy
Equation 1.1 illustrates that the required power (Preq) is a direct function of the Material Removal Rate (MRR) and the specific energy constant (ec) of the workpiece material. However, this power must be delivered through a specific Torque-Speed Mechanism. This article will dissect how to quantify the actual energy demands of your process, helping you avoid the hidden costs of over-engineering while ensuring the Mechanical Stability required for sub-micron precision.
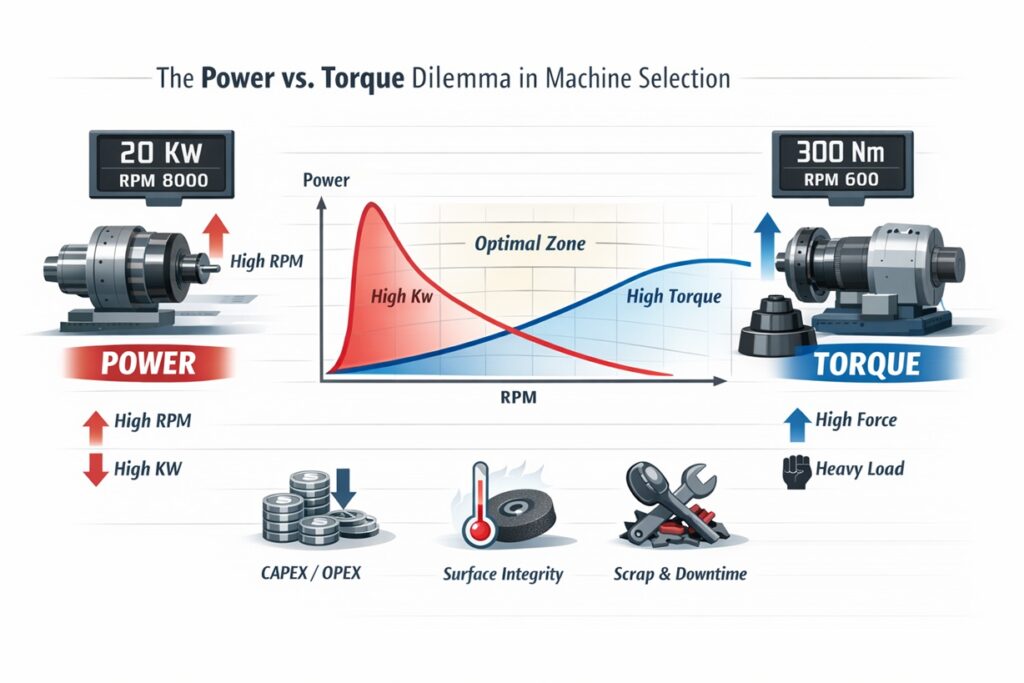
The Specification Axiom: “Power buys you speed; torque buys you stability. The ultimate goal of equipment selection is not to maximize capacity, but to align the Mechanism of the machine with the physical requirements of the cut.”
2. Understanding the Mechanism: Power vs. Torque in Grinding
To optimize equipment selection, one must first deconstruct the physical Mechanism of the spindle’s output. While “Power” is often the headline specification, it is a derived value that describes the rate at which work is performed. In the contact zone of a grinding wheel, the material removal process is physically resisted by tangential cutting forces. If the spindle lacks the necessary Torque to overcome this resistance at a given speed, the process will fail—regardless of how many kilowatts the motor is rated for.
The Rotational Work Mechanism
The relationship between Power (P), Torque (M), and Angular Velocity (ω) is the fundamental governing Mechanism of spindle performance. For a grinding operation, this relationship dictates whether a machine can maintain its programmed surface speed (vs) under the fluctuating loads of high-precision machining.
P = M · ω = M · (2πn / 60)
Equation 2.1: The Power-Torque-Speed Mechanism
In Equation 2.1, n represents the spindle speed in RPM. This illustrates a critical constraint: at low rotational speeds, a spindle must produce exponentially higher torque to maintain the same power output. In Creep-Feed Grinding or large-diameter wheel applications, the Torque Mechanism becomes the limiting factor, as the spindle must overcome high tangential forces at relatively low angular velocities.
Torque as the Guardian of Surface Integrity
A torque-limited spindle introduces “RPM Droop”—a subtle deceleration during the cut. This shift in the Mechanism alters the Speed Ratio (vw/vs), which directly increases the grit depth of cut and the thermal load on the workpiece. This instability is a primary driver of Grinding Burn and unexpected wheel wear, leading to a direct hit on the Net Salable Yield (Ynet) and overall ROI.
The Torque Axiom: “In the hierarchy of machine specs, torque is the foundation upon which power is built. A high-kilowatt spindle with insufficient torque is a Mechanism designed for failure in high-load applications.”
3. Calculating the Real Requirement: Material Removal Rate (MRR)
To avoid the “Over-Specification Trap,” a manufacturer must first determine the Material Removal Rate (MRR), which is the primary driver of the energy demand in any grinding process. The Mechanism of energy consumption is not arbitrary; it is a direct function of how much material is being displaced per unit of time. By quantifying the MRR, engineers can calculate the minimum Spindle Power and Torque required to maintain process stability and part quality.
The MRR Calculation Mechanism
In surface or cylindrical grinding, the MRR (denoted as Q’w for specific removal rate) is governed by the depth of cut (ae) and the workhead feed speed (vw). This volume of material removed per second dictates the Specific Grinding Energy (us) that the spindle must supply to the contact zone.
MRR = vw · ae · b
Equation 3.1: Volumetric Material Removal Rate Mechanism (where b = grinding width)
Specific Energy: The Material Variable
The Mechanism of Energy Partition varies significantly depending on the workpiece material. Hardened steels, nickel-based superalloys (Inconel), and ceramics have vastly different us values. A spindle that is perfectly sized for aluminum will fail when subjected to the same MRR in a titanium alloy because the Cutting Force Mechanism increases exponentially, demanding more torque to prevent the wheel from stalling.
The Removal Axiom: “The MRR is the blueprint for your machine’s energy appetite. To ensure Process Stability, the spindle’s torque curve must match the peak load generated by the us of the material, not just the nominal horsepower of the motor.”
4. The Hidden Costs of Under-Power and Over-Power
The consequences of an incorrect spindle specification are often buried in general maintenance costs or scrap rates, masking the true financial impact. Whether a machine is under-powered or over-specified, the Mechanism of the resulting inefficiency creates a direct drain on the Total Cost of Ownership (TCO). Strategic selection requires a balanced understanding of these hidden operational penalties.
The Under-Power Mechanism: Quality and Stability Risks
When a spindle lacks sufficient torque to maintain a constant angular velocity (ω) under load, the Mechanism of the abrasive cut is compromised. This results in “Spindle Stall” or severe RPM fluctuations, which lead to:
- Surface Integrity Collapse: Variations in wheel speed alter the Speed Ratio, causing inconsistent surface finishes and potential Grinding Burn.
- Accelerated Tool Wear: Inconsistent cutting speeds force the wheel to “rub” rather than “cut,” leading to rapid Abrasive Loading and frequent dressing.
- Mechanical Fatigue: Constant load-surges stress the spindle bearings and drive electronics, reducing the MTBF (Mean Time Between Failures).
The Over-Power Mechanism: Capital and Energy Waste
Conversely, over-specifying a spindle (e.g., using a 40kW motor for a 10kW process) creates an Economic Inefficiency Mechanism. The larger motor frame not only increases the initial CAPEX but also introduces ongoing OPEX burdens:
Losseff = (Prated – Pavg) · Cenergy / ηmotor
Equation 4.1: Energy Waste Mechanism in Over-Specified Motors
As shown in Equation 4.1, larger motors operating far below their rated load suffer from significantly lower electrical efficiency (ηmotor). Additionally, the massive auxiliary systems—such as high-capacity Thermal Chillers required to stabilize a larger motor—consume excess electricity, directly increasing the Carbon Footprint per part.
The Cost Axiom: “In the precision grinding economy, over-powering is as much a failure as under-powering. The highest ROI is achieved when the machine Mechanism operates at its peak efficiency curve, matching the actual physical load of the process.”
5. Strategic Selection: Matching Machine Specs to Application
The final stage of an optimized TCO strategy is the alignment of machine specifications with the physical requirements of the specific application. A Strategic Selection Mechanism requires categorizing grinding tasks by their energy and torque profiles. Selecting a machine based on its “Peak Power” without considering the Torque Curve at operating RPM is a common error that leads to chronic process instability.
High-Speed Grinding (HSG): The Power-Driven Mechanism
In applications such as finishing operations for aerospace components or automotive cams, High Peripheral Wheel Speeds (vs) are utilized to improve surface finish and reduce individual grain forces. The Mechanism here is power-intensive rather than torque-intensive. High RPM spindles with lower torque can be efficient, provided they possess the dynamic stiffness to manage the Centrifugal Stress and thermal flux generated at 80–120 m/s.
Heavy-Duty / Creep-Feed: The Torque-Critical Mechanism
Conversely, Creep-Feed Grinding involves massive depths of cut (ae) at slow workhead speeds. The Mechanism of material removal shifts from high-frequency grain impact to deep, rigid engagement. This demands massive Steady-State Torque to prevent spindle deceleration. A machine designed for HSG will likely stall in a Creep-Feed environment, even if its kilowatt rating is higher, because it cannot deliver the required Tangential Force (Ft) at low rotational speeds.
Ft = M / rwheel
Equation 5.1: Tangential Force Mechanism (where r = wheel radius)
The Matching Axiom: “Never select a spindle based on a single data point. The Mechanism of your process must be mapped against the spindle’s full torque-speed curve to ensure the ‘Right-Sized’ investment for your TCO goals.”
6. Conclusion: Optimizing the Investment Mechanism
The quest for the “right-sized” grinding machine is ultimately a battle against the hidden costs of operational imbalance. As we have explored, the Mechanism of spindle performance is not a single-dimensional metric of horsepower, but a complex interplay between Power, Torque, and Process Demand. Achieving an optimized Total Cost of Ownership (TCO) requires moving beyond the “bigger is better” procurement philosophy.
The Roadmap to Data-Driven Selection
To ensure a sustainable and profitable investment, manufacturers must adopt a rigorous Validation Mechanism that includes:
- Load Profiling: Quantifying the peak Specific Grinding Energy (us) of the most difficult workpiece materials in the production mix.
- Torque-Speed Mapping: Ensuring the spindle’s torque curve offers a 20-30% Safety Buffer at the actual operating RPM.
- Auxiliary Optimization: Sizing chillers and pumps to the real-world thermal load, thereby minimizing the Carbon Footprint and energy overhead.
In conclusion, the machine with the most impressive brochure specifications is rarely the one that delivers the highest ROI. The manufacturers who thrive in the coming decade will be those who view their equipment through the lens of Mechanical Precision and Financial Efficiency. When the spindle Mechanism is perfectly matched to the cut, the results are certain: stable processes, superior surface integrity, and a minimized TCO.
The Ultimate Investment Mantra
“Precision starts with the right foundation. Do not pay for power you cannot use, and do not sacrifice the torque you cannot live without. Master the Mechanism to master the profit.”
References & Technical Resources
Primary Engineering References
- • Malkin, S., & Guo, C. (2008). Grinding Technology: Theory and Applications of Machining with Abrasives. Industrial Press. (Spindle power and MRR modeling).
- • Rowe, W. B. (2014). Principles of Modern Grinding Technology. William Andrew. (Torque-speed relationships and mechanical stability).
- • Marinescu, I. D., et al. (2006). Handbook of Machining with Grinding Wheels. CRC Press. (Economic selection of machine specifications).
Internal Technical Deep-Dive
For further exploration of the energy efficiency and process mechanics discussed in this report, please refer to the following internal technical modules: