1. Introduction: The Paradox of Titanium
Titanium alloys, particularly Ti-6Al-4V, are the cornerstone of aerospace and medical engineering due to their exceptional strength-to-weight ratio and corrosion resistance. However, these same properties create a significant Machining Paradox: the characteristics that ensure high performance in the field make the material notoriously difficult to grind. In titanium processing, traditional grinding logic often fails because the material’s thermal and mechanical behaviors are fundamentally different from those of industrial steels.
The Thermal Conductivity Trap
The primary challenge in titanium grinding is its exceptionally low thermal conductivity. While steel conducts heat into the bulk of the workpiece, titanium acts as a thermal insulator, with conductivity approximately 1/6th that of carbon steel. Consequently, nearly 80% of the generated grinding energy remains concentrated at the Contact Zone. Without the ability to dissipate this energy, interface temperatures surge instantly, leading to rapid metallurgical degradation and surface “burn.”
High Yield Strength and Elastic Spring-Back
Titanium maintains high yield strength even as temperatures rise, requiring significant force for the abrasive grits to transition from “plowing” to “cutting.” Compounding this is a low Young’s Modulus (elasticity), which causes the material to “spring back” against the grinding wheel. This elastic recovery increases friction and rubbing without contributing to material removal, creating a feedback loop that intensifies the thermal load on the surface.
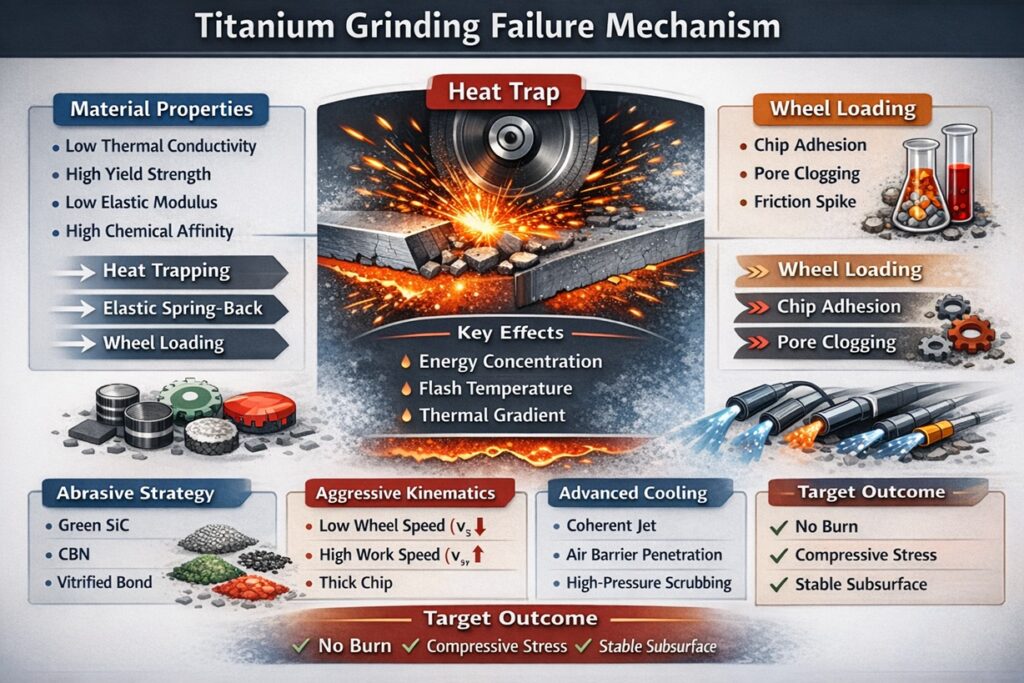
2. Thermal Physics: The “Heat Trap” Phenomenon
The thermal behavior of titanium during grinding is defined by a disproportionate Energy Partitioning. In steel grinding, a significant portion of energy is carried away by the chips or dissipated into the workpiece bulk. In titanium, the low thermal diffusivity creates a localized Heat Trap at the abrasive-workpiece interface, where energy accumulation far outpaces the material’s ability to conduct it away.
Critical Heat Partition Ratio (Rw)
The Heat Partition Ratio (Rw) represents the fraction of total grinding energy that enters the workpiece as heat. For titanium, Rw can reach as high as 85%.
In practice, this fraction shifts with wheel sharpness, arc of contact, and whether the coolant actually penetrates the air barrier. This localized intensity causes the surface temperature to exceed the β-transus temperature (approx. 980°C) almost instantly. This energy profile is responsible for the steep thermal gradients that induce high tensile residual stresses and subsurface structural changes.
Adiabatic Shear and Chip Formation
Due to its low thermal conductivity, titanium exhibits Adiabatic Shear Banding during chip formation. Heat generated by plastic deformation cannot escape the shear zone, causing localized thermal softening. This leads to the formation of “saw-tooth” chips. While this softening might appear to facilitate cutting, the extreme heat within these bands remains trapped at the surface, accelerating the chemical degradation of the grinding tool.
3. Chemical Reactivity and the “Loading” Problem
Beyond its thermal insulation properties, titanium is characterized by extreme chemical reactivity at elevated temperatures. During the grinding process, the high pressure and heat at the grit-workpiece interface facilitate a chemical affinity between titanium and most abrasive materials. This leads to a catastrophic failure mode known as wheel loading.
The Mechanism of Adhesion
As the interface temperature rises above 500°C, titanium chips become chemically active and begin to weld themselves to the abrasive grains and into the wheel pores. This transition from chip evacuation to chip adhesion fundamentally changes the grinding dynamics from abrasive cutting to metal-on-metal rubbing. Once the wheel face is “loaded” with titanium, the coefficient of friction spikes, causing a massive surge in heat generation.
The shift is rarely gradual—operators often first notice a sudden rise in spindle power before any visible burn appears.
Abrasive Solubility and Attritious Wear
Standard aluminum oxide (Al2O3) abrasives are particularly vulnerable to titanium due to the high chemical solubility of alumina in titanium at high temperatures. The titanium effectively “dissolves” or erodes the sharp edges of the grit, leading to rapid attritious wear. This dulling of the wheel occurs significantly faster than in steel grinding, meaning the wheel loses its “free-cutting” ability almost immediately without specialized intervention.
The “Smearing” Effect
Loaded wheels do not produce clean chips; they smear the titanium across the surface. This smearing can mask deep cracks or voids, creating a deceptively smooth finish that fails to meet aerospace safety standards. These smeared layers often trap oxides or contaminants, which act as fatigue crack initiators during the component’s operational life.
4. Abrasive Selection: Beyond Traditional Grits
To mitigate the combined effects of the “Heat Trap” and chemical loading, the selection of abrasive material is paramount. Abrasives for titanium must possess low chemical affinity for the metal and high thermal conductivity to assist in heat dissipation. Traditional aluminum oxide (alumina) is generally avoided due to its rapid chemical degradation in this specific application.
Silicon Carbide (SiC): The Strategic Choice
Green Silicon Carbide (SiC) is the standard recommendation for titanium alloys. SiC is sharper and more friable than alumina, allowing for a “self-sharpening” mechanism where grains fracture to reveal new, sharp cutting edges before they can become fully loaded with titanium. More importantly, SiC is chemically more inert toward titanium, significantly reducing the rate of attritious wear and frictional heating.
Cubic Boron Nitride (CBN) for High Performance
For high-precision aerospace components, Cubic Boron Nitride (CBN) offers a superior solution. CBN’s thermal conductivity is nearly 40 times higher than that of alumina, enabling it to act as a heat sink that draws energy away from the contact zone. While more expensive, CBN’s extreme hardness and thermal stability allow it to maintain edge sharpness over long production runs, ensuring consistent surface integrity and dimensional accuracy.
Vitrified Bond and Porosity
The bond holding the abrasive grains is as critical as the grit itself. For titanium, vitrified bonds with induced porosity are preferred. A porous wheel structure provides a “pocket” for coolant transport directly into the grinding zone and offers space for titanium chips to reside before they are flushed away, effectively delaying the onset of wheel loading.
5. Kinematic Strategies for Cool Cutting
Optimizing the kinematics of the grinding process is the most effective way to manage the thermal load without compromising productivity. In titanium grinding, conventional wisdom regarding high wheel speeds is inverted. Success depends on a strategy of “Aggressive Kinematics,” which focuses on maximizing the thickness of each individual chip to carry heat away from the workpiece.
Low Wheel Speed (vs) and High Uncut Chip Thickness
Unlike steel grinding, which typically occurs at 35–60 m/s, titanium is often ground at reduced speeds of 18–25 m/s. Lowering the wheel speed (vs) reduces the frequency of grit impacts, thereby lowering the total heat generated by friction. Crucially, a lower vs combined with a high work speed (vw) increases the maximum uncut chip thickness (hcu).
The Mechanics of Heat Evacuation
A thicker chip requires more energy for plastic deformation (cutting) but generates significantly less proportional heat from rubbing and plowing. Because titanium has a low volumetric heat capacity, the majority of the thermal energy is concentrated within these thicker chips. By “loading” the chip with heat and evacuating it quickly, the heat partition to the workpiece is drastically reduced. In contrast, “timid” grinding with high wheel speeds and low feed rates results in thin chips that cannot absorb the generated heat, forcing the energy into the workpiece surface.
Creep-Feed Grinding Dynamics
For deep profiles, Creep-Feed Grinding is exceptionally effective for titanium. By using a large depth of cut (ae) and a slow work speed, the arc of contact is maximized. While this increases the total energy, it allows for a “flood” of coolant to be trapped within the grinding zone for a longer duration. When paired with a highly porous vitrified wheel, creep-feed grinding can achieve high removal rates with a compressive residual stress profile, provided the fluid pressure is sufficient to clear the air barrier.
6. Advanced Cooling: High-Pressure Coherent Jets
In titanium grinding, the primary obstacle to effective cooling is the Air Barrier. As the grinding wheel rotates, it carries a boundary layer of high-pressure air that deflects standard low-pressure coolant. For a material as thermally sensitive as titanium, this deflection leads to “dry” grinding conditions and immediate thermal damage, regardless of the total coolant volume used.
Matching Jet Velocity to Wheel Speed
To penetrate the air barrier and reach the contact zone, the Coolant Jet Velocity must be matched to the Wheel Peripheral Speed (vs). This requires the use of Coherent Nozzles—precision-engineered nozzles that deliver a laminar, non-turbulent stream of fluid. A coherent jet maintains its integrity over a distance, ensuring that the kinetic energy of the fluid is sufficient to displace the air boundary layer and flood the abrasive-workpiece interface.
High-Pressure Wheel Scrubbing
Due to titanium’s high chemical affinity for abrasives, mechanical cleaning of the wheel is mandatory. High-Pressure Cleaning Nozzles (operating at 20–40 bar) are positioned to “scrub” the wheel face at a point distant from the grinding zone. This high-impact spray removes adhered titanium particles (loading) from the wheel pores before they can re-enter the cut. Maintaining a clean, porous wheel face is the only way to sustain the “Aggressive Kinematics” strategy over long cycles.
Lubricity and Chemical Protection
In titanium grinding, the fluid must function as more than just a coolant; it must be a Chemical Barrier. Oils or emulsions with high Extreme Pressure (EP) additives—such as chlorine-free esters—interact with the freshly exposed titanium to form a sacrificial lubricating film. This film prevents the direct welding of titanium chips to the abrasive grain, significantly extending the intervals between wheel dressing.
7. Surface Integrity: Avoiding Phase Transformation
For aerospace and medical-grade titanium components, the Subsurface Integrity is often more critical than the surface finish itself. Titanium is an allotropic material, meaning its crystal structure changes with temperature. If the “Heat Trap” effect is not controlled, the grinding process can permanently alter the material’s metallurgy, leading to catastrophic fatigue failure in high-stress applications.
The Alpha-Case and Brittle Martensite
When Ti-6Al-4V is heated above the β-transus temperature (approx. 980°C) during grinding and then rapidly quenched by the coolant, it can transform into Martensitic α’. This structure is extremely hard and brittle. Furthermore, hot titanium reacts with oxygen and nitrogen to form the Alpha-case—a hardened surface layer that is highly susceptible to micro-cracking. In turbine blade manufacturing, the presence of even a trace amount of Alpha-case is grounds for immediate part rejection.
Residual Stress Profile Management
Thermal damage manifests as Tensile Residual Stress, which “pulls” at the surface and encourages crack propagation. Titanium is particularly sensitive to these stresses due to its high strength and low modulus. To achieve a high-integrity surface, the grinding process must be shifted toward mechanical removal (cutting) to induce Compressive Residual Stress. This compressive layer acts as a barrier to fatigue, significantly extending the service life of the component.
Detection and Validation
Unlike steel, where thermal damage is easily visible as “blueing,” titanium burn is often invisible. Validation requires specialized techniques such as Blue Etch Anodizing (BEA) or process-specific chemical etching to reveal localized overheating and microstructural change. For aerospace-grade validation, X-ray Diffraction (XRD) is used to non-destructively measure the residual stress depth profile, ensuring the part meets the stringent safety requirements of flight-critical hardware.
8. Conclusion: Mastering the Unforgiving Material
Grinding titanium alloys is a complex engineering challenge that requires a total departure from conventional steel-processing methodologies. The “Heat Trap” and chemical loading are not insurmountable obstacles but physical phenomena that can be neutralized through a systematic technical strategy. Achieving aerospace-grade surface integrity depends on the precise alignment of abrasive chemistry, kinematic parameters, and fluid dynamics.
Summary of Technical Pillars
To transition from unstable to high-integrity titanium grinding, the following pillars must be implemented:
- Abrasive Selection: Utilize Green Silicon Carbide (SiC) or Cubic Boron Nitride (CBN) to minimize chemical affinity and facilitate superior heat dissipation compared to Alumina.
- Aggressive Kinematics: Lower the wheel speed (vs) and increase the work speed (vw) to maximize chip thickness, ensuring the chips carry the thermal energy away from the surface.
- Hydrodynamic Penetration: Employ high-pressure coherent nozzles to penetrate the air barrier and use specialized scrubbing jets to prevent the chemical welding of titanium swarf to the wheel.
Final Engineering Verdict
Success in titanium grinding is measured by subsurface stability. If the metallurgical structure (Alpha-case) and residual stress profile are preserved within design limits, the component will achieve its maximum theoretical fatigue life. Mastery of this material represents the highest tier of grinding precision.
References & Further Reading
Technical Publications & Aerospace Standards
- • Malkin, S., & Guo, C. (2008). Grinding Technology: Theory and Applications of Machining with Abrasives. (Comprehensive analysis on heat partition in titanium alloys).
- • Hong, S. Y., et al. (2001). Crogenic Machining of Ti-6Al-4V. International Journal of Machine Tools and Manufacture. (Strategies for overcoming low thermal conductivity).
- • GE Aviation Specification P3TF2. Etch Inspection for Overheating of Titanium Alloy Parts. (Industry standard for detecting Alpha-case and thermal damage).
Curated Internal Resources: Titanium Mastery
For a deeper understanding of the thermal and chemical dynamics involved in specialty alloy processing, please refer to the following reports from our roadmap:
Metrology & Inspection Standards
- ASTM E112: Standard Test Methods for Determining Average Grain Size (Used for Phase Transformation Analysis).
- AMS 2430: Shot Peening Requirements (Post-grinding process to restore compressive stress).
- ISO 25178: Geometrical Product Specifications (Surface texture/roughness standards for aerospace).