1. Introduction: The Grinding Wheel Specification as a Process Blueprint
In the ecosystem of high-precision machining, the grinding wheel is far more than a simple consumable; it is a sophisticated, multi-phase engineered system. Unlike a turning insert or a milling cutter, which possesses a defined, static geometry, a grinding wheel is a stochastic tool. Its topography is composed of billions of individual abrasive grains, each functioning as a micro-cutting edge that evolves throughout the process. Therefore, the alphanumeric string found on a wheel’s label—the Specification—is the most critical data point an engineer possesses. It serves as the fundamental blueprint that dictates how grinding energy is partitioned between the workpiece, the generated chips, and the tool itself, ultimately determining the final surface integrity.
The Practical Cost of Technical Misinterpretation
For a Tier-1 shop floor manager or a quality assurance engineer, misinterpreting even a single character in these specifications can trigger a catastrophic chain reaction of process failures. Selecting a wheel that is just one grade too “Hard” (e.g., choosing an ‘L’ grade instead of a ‘K’) for a specific alloy does not merely result in slower production cycles. It fundamentally alters the thermo-mechanical interaction at the contact zone, inducing Grinding Burn and promoting unfavorable tensile residual stresses. In an era of high-torque Electric Vehicle (EV) drivetrains, these “invisible” metallurgical injuries can drastically reduce the fatigue life of gears and rotor shafts, leading to sudden field failures that outweigh the initial savings of an optimized cycle time.
Beyond Dimensional Accuracy: The Era of Functional Surfaces
Modern automotive and aerospace quality standards have transcended basic macroscopic metrics like diameter and runout. Today, the benchmark is functional performance, which is defined by micro-geometric parameters such as Ra, Rsk, and Rku. To consistently achieve these targets, an engineer must master the intricate interplay between Abrasive Friability, Bond Post Strength, and Induced Porosity. This guide is designed to demystify technical jargon and provide a bridge between theoretical abrasive physics and the daily reality of the grinding machine.
Field Note from the Shop Floor: “I have witnessed numerous ‘Zero-Defect’ projects stall because an engineer treated a grinding wheel like simple sandpaper. A wheel’s specification represents its latent potential, but your understanding of its chemistry and bond strength determines the reality of the finished part. If you can’t read the label, you can’t control the process.”
To achieve true mastery in Zero-Defect Manufacturing (ZDM), one must look past the physical label and understand the underlying data. We must analyze how the concentration of grains in a Cubic Boron Nitride (CBN) wheel or the micro-fracturing rate of a ceramic Al2O3 grain affects the Specific Grinding Energy (u). This report serves as a rigorous technical roadmap through the intricate codes of abrasive technology, ensuring that every selection is backed by metallurgical science rather than trial and error.
2. Deciphering the Standard Marking System: The DNA of the Wheel
To a novice, the string of characters on a grinding wheel label appears as random noise. However, to an abrasive specialist, this is a highly structured Systematic Sequence governed by ISO 525 (for conventional wheels) and ISO 6104 (for superabrasives). Each position in the sequence represents a specific mechanical or chemical variable. Understanding this “DNA” is essential for predicting how the wheel will react under the extreme pressures and temperatures of the grinding zone.
Conventional Wheel Markings: The Five Pillar Architecture
Conventional wheels (Aluminum Oxide and Silicon Carbide) typically follow a five-part marking system. Let us analyze a standard high-performance specification used in crankshaft grinding: 60A – 60 – K – 5 – V.
Superabrasive Markings: Introducing Concentration
For CBN (Cubic Boron Nitride) and Diamond wheels, the system evolves. Because these abrasives are significantly more expensive and cut with higher efficiency, the Concentration parameter is introduced. A typical CBN spec might look like: B 126 – N 100 V.
- B (Abrasive): Cubic Boron Nitride. Hardness second only to diamond, but thermally stable for steel.
- 126 (Grit Size): Expressed in microns (μm) according to FEPA standards. A 126 grit corresponds to roughly 120/140 mesh.
- N (Grade): Similar to conventional wheels, but the bond systems (often Resin or Vitrified) are optimized for super-hard grains.
- 100 (Concentration): Indicates that there are 4.4 carats of abrasive per cm3 of bond layer.
The Complexity of Proprietary Suffixes
While the core system is standardized, the Suffix is where manufacturers hide their competitive advantage. You may see codes like VBE, V10, or B99. These refer to specific chemical additives in the bond that modify the “dampening” characteristics or the “wicking” ability of the pores. In high-speed grinding (vs > 80 m/s), these proprietary bonds prevent the wheel from disintegrating due to extreme centrifugal stresses.
Expert Advice: When switching manufacturers, do not assume an “L” grade from Brand A is identical to an “L” grade from Brand B. The Effective Grade is influenced by the bond’s Young’s Modulus (E). Always request the E-Modulus data if you are troubleshooting chatter or thermal stability issues.
3. Abrasive Types: The Physics of Material Affinity
The choice of abrasive grain—the first character in the specification—is governed by the Laws of Material Affinity. In precision grinding, hardness (Knoop or Vickers) is only one variable. An engineer must also consider the chemical stability of the grain at the interface temperature, which can momentarily exceed 1,000°C. If the grain reacts chemically with the workpiece, it will suffer from “Diffusion Wear,” leading to rapid dulling and increased grinding forces.
Conventional Abrasives: Aluminum Oxide and Silicon Carbide
Aluminum Oxide (Al2O3) is the versatile workhorse for ferrous materials. Its high toughness makes it ideal for grinding high-tensile steels. However, not all Al2O3 grains are equal:
- White Al2O3 (WA): High purity (99%+), high friability. It breaks easily to reveal sharp edges, making it perfect for heat-sensitive hardened steels.
- Brown Al2O3 (A): Contains titanium impurities that increase toughness. Best for heavy-duty roughing where grain durability is more important than a cool cut.
- Silicon Carbide (SiC/C): Harder and sharper than Al2O3 but chemically unstable with iron. It is strictly reserved for non-ferrous metals (Al, Cu), cast iron, and extremely hard cemented carbides.
Micro-Crystalline (Ceramic) Alumina: The Self-Sharpening Revolution
One of the most significant advancements in the last decade is the Ceramic Alumina grain (often labeled as SG, Cubitron, or Quantum). Unlike fused grains that shatter into large pieces, ceramic grains are composed of billions of sub-micron crystals. They undergo Micro-fracturing, where tiny fragments break off during the cut. This ensures that the wheel is perpetually sharp, maintaining a low specific grinding energy (u) and preventing the thermal surge that causes grinding burn.
Superabrasives: CBN vs. Diamond Affinity
The leap to superabrasives (CBN and Diamond) is driven by the need for G-ratio optimization (the ratio of material removed to wheel wear).
- CBN (B): The mandatory choice for hardened ferrous alloys (55+ HRC). Its chemical inertness prevents it from reacting with the carbon in steel, and its extreme thermal conductivity (up to 40 times higher than Al2O3) keeps the heat in the chip.
- Diamond (D): The hardest material but carbon-based. Grinding steel with diamond leads to “Graphitization,” where the diamond literally dissolves into the iron. Use it only for ceramics, glass, and non-ferrous alloys.
Human Touch Note: “I’ve seen shops try to ‘save money’ by using brown Al2O3 on precision gears. They saved $100 on the wheel but lost $10,000 in scrap because the grains were too tough and simply rubbed the part until it burned. Don’t be ‘penny wise and pound foolish’ with grain chemistry.”
4. Grit Size and Surface Integrity: The Ra Equation
The second alphanumeric sequence in a grinding wheel specification—the Grit Size—is the primary determinant of the theoretical surface finish. However, in high-precision automotive and aerospace manufacturing, grit selection is not just about achieving a target Average Roughness (Ra). It is about managing the Specific Material Removal Rate (Q’w) while maintaining the integrity of the subsurface zone.
The Relationship Between Grit Mesh and Surface Topography
Grit numbers (e.g., 46, 60, 120) are inversely proportional to the grain size. A 60-grit wheel contains grains that have passed through a mesh with 60 openings per linear inch. Mathematically, a finer grit (higher number) provides more active cutting edges per unit area of the wheel face. This results in smaller individual Uncut Chip Thicknesses (hcu), which translates directly to a lower Ra value.
The Chip Pocket: Managing Swarf and Heat
A critical but often overlooked aspect of grit size is the Pore Space or “Chip Pocket” between grains. In precision grinding, the chips (swarf) must be stored in these pockets during the arc of cut before being ejected.
- Fine Grit Risks: Fine-grit wheels have significantly smaller chip pockets. If the material removal rate is too high, the pockets fill up (load), leading to direct metal-to-bond contact. This causes friction to spike, resulting in thermal re-tempering of the workpiece.
- Coarse Grit Benefits: Coarser wheels (46-60 grit) allow for massive chip clearance and better coolant delivery into the contact zone. For EV reduction gears, using a coarser wheel with a Precision Dressing Strategy often yields better surface integrity than using a fine wheel with poor cooling.
The Golden Rule of Selection
The industry standard is to select the coarsest possible grit that can still achieve the required Ra through dressing. For instance, if a target Ra of 0.4 μm is required, an 80-grit wheel dressed at a fine lead may be superior to a 120-grit wheel in terms of G-ratio and thermal stability.
Pro Tip from the Field: “Whenever you struggle with grinding burn, look at your grit size. If you’re using a 120-grit wheel for a 0.5mm stock removal, you’re just begging for trouble. Move to a 60-grit wheel for the roughing and only use the fine grit for the ‘spark-out’ passes.”
5. Grade and Bond Mastery: Controlling the Bond Post
The Grade of a grinding wheel, denoted by letters from A (softest) to Z (hardest), is arguably the most critical variable for process stability. However, a common misconception among junior engineers is that Grade refers to the hardness of the abrasive grains themselves. In reality, Grade represents the holding power of the bond—specifically, the strength and volume of the “bond posts” that anchor the grains in place.
The Mechanism of Self-Sharpening
A grinding wheel is a self-sharpening cutting tool. As the abrasive grains perform work, they dull and develop “wear flats.” This increases the grinding force acting on each individual grain.
- Soft Grade (G-J): The bond posts are thin. When a grain dulls, the increased force easily snaps the bond, ejecting the dull grain and exposing a fresh, sharp one. This is essential for preventing heat buildup.
- Hard Grade (P-S): The bond posts are thick and robust. The wheel holds onto the grains longer, which is necessary for maintaining Profile Accuracy in form grinding, but risks “Glazing” if the grains don’t fracture or release.
The Hardness Inversion Rule
In the world of precision abrasives, there is a counter-intuitive law: Hard materials require Soft wheels, and Soft materials require Hard wheels.
When grinding hardened steel (e.g., 62 HRC), the abrasive grains dull almost instantly due to the extreme resistance. If you use a Hard grade wheel, the dull grains remain trapped, converting the machine’s power into friction rather than chips. This leads to a rapid increase in the Energy Partition to the Workpiece (Rw), causing surface burns. By using a Soft wheel, you ensure the dull grains are shed quickly, maintaining a “Cool Cut.”
Bond Types: The Glue of Performance
The Bond Type (V, B, M) determines the overall rigidity and thermal stability of the tool architecture:
- Vitrified (V): A glass/ceramic bond. It is highly rigid and brittle, providing excellent form retention and allowing for high-precision truing. It is the standard for 90% of automotive powertrain grinding.
- Resinoid (B): An organic bond with slight elasticity. It acts as a shock absorber, making it ideal for high-speed snagging or finishing applications where a “softer” touch is required to reduce chatter.
- Metal (M): Primarily used for CBN and Diamond. It offers extreme wear resistance but requires electrochemical or specialized mechanical dressing to expose the grains.
The “Aha!” Moment: “Engineers often ask me why their ‘long-lasting’ hard wheel is causing cracks. I tell them: A wheel that doesn’t wear isn’t a tool; it’s a heater. If you want zero defects, you must pay for it with a little bit of wheel wear. Let the bond snap so the part doesn’t.”
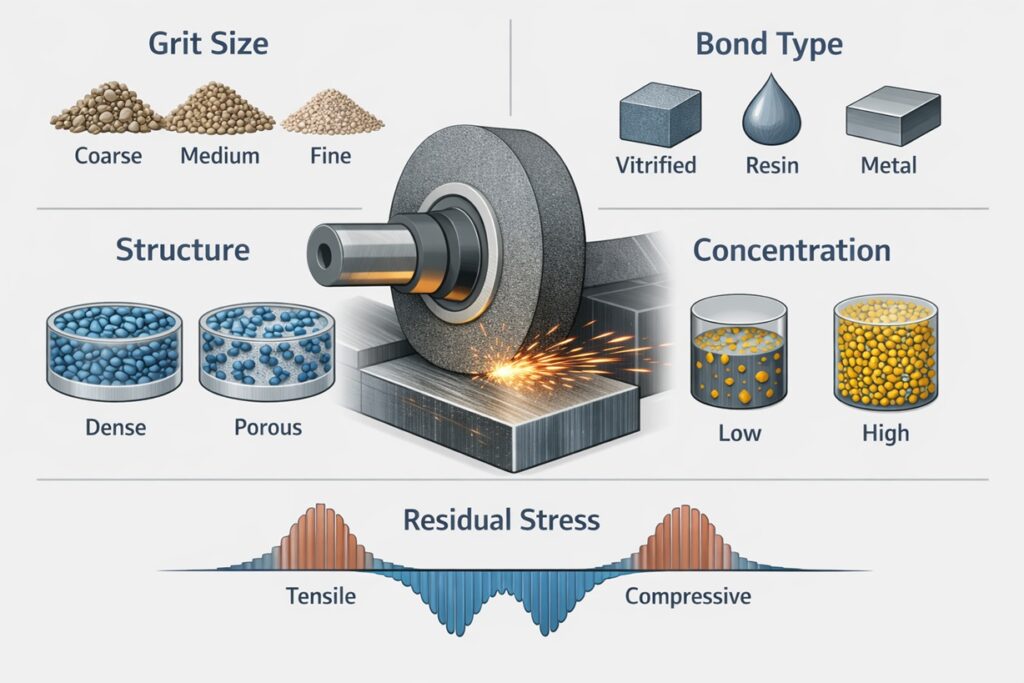
6. Structure and Concentration: Managing the Void
In precision grinding, what is not there is often as important as what is. The Structure (the spacing between grains) and the Concentration (the density of superabrasive carats) determine the wheel’s ability to manage swarf and dissipate heat. Without adequate “void volume,” even the sharpest abrasive will fail due to loading and thermal suffocation.
Structure: The Cooling and Cleaning Network
Represented by numbers typically from 1 (dense) to 15 (open), the Structure defines the relative volume of pores within the wheel body. In high-volume automotive production, the pores serve two life-critical functions:
- Chip Transport: Each pore acts as a “miniature bucket” that carries the metal chips out of the grinding arc. If the structure is too dense (low number), the chips become trapped, leading to Adhesive Wear on the bond.
- Coolant Reservoir: Pores are the primary vehicle for transporting metalworking fluid directly into the heat trap. High-porosity wheels (Structure 10+) are mandatory for creep-feed grinding and EV gear tooth finishing to prevent re-tempering.
Concentration: The Density of Power
For CBN and Diamond wheels, the term Concentration replaces structure. It is a standardized measure where a concentration of 100 equals 4.4 carats of abrasive per cm3 of the abrasive layer.
- High Concentration (125 – 150): Provides more active grains per revolution. This is ideal for form retention and finishing hard, brittle materials where small chip thicknesses (hcu) are required.
- Low Concentration (50 – 75): Increases the space between grains, allowing for deeper penetration and a “Cooler Cut.” This is often the strategic choice for grinding heat-sensitive hardened steels in EV reducers.
The Engineer’s Dilemma: “When a process suffers from wheel loading, the instinctive reaction is to change the coolant. But the real answer usually lies in the structure. If your wheel doesn’t have the ‘lung capacity’ (pores) to breathe, no amount of coolant pressure will save your part from burning.”
7. Practical Application: Real-World Case Studies
The theoretical understanding of wheel specifications is only validated when applied to the harsh realities of the shop floor. In high-volume automotive production, a shift in a single parameter can be the difference between a 98% yield and a production shutdown. Let us examine two critical cases where data-driven wheel selection solved deep-seated quality issues.
Case Study A: Eliminating “Invisible Burn” in SCM420H Gears
A Tier-1 manufacturer of EV reduction gears struggled with intermittent Grinding Burn that escaped visual inspection but was detected during Barkhausen Noise Analysis (BNA). The existing wheel was a standard WA 80 L 5 V.
- The Diagnosis: The ‘L’ grade was too hard for the high-hardness (62 HRC) gear flanks. The wheel was glazing, increasing the energy partition (Rw) and causing re-tempering.
- The Solution: The wheel was optimized to a Ceramic-seeded WA 60 J 10 V. We moved to a softer grade (L → J) to promote self-sharpening and opened the structure (5 → 10) to improve coolant transport.
- The Result: BNA rejection rates dropped from 4.5% to 0.1%. Despite the softer grade, the G-ratio improved because the ceramic grains maintained sharpness longer than the fused alumina.
Case Study B: Solving NVH Issues through Bond Elasticity
A high-performance engine plant faced chronic NVH (Noise, Vibration, and Harshness) issues in camshafts. The Ra was within spec (0.4 μm), but the “ghost frequency” in the engine was traced back to microscopic chatter marks caused by the rigidity of the Vitrified (V) bond wheel.
- The Diagnosis: The rigid vitrified bond was transmitting machine vibrations directly to the cam lobes. The Rz values were inconsistent, indicating harmonic interference.
- The Solution: Transitioned to a Resinoid (B) Bond wheel with a fine-grit CBN abrasive. The resin bond provided the necessary damping to absorb micro-vibrations.
- The Result: The harmonic peaks in the surface profile were eliminated. Engine noise levels dropped by 3dB, and the dressing interval increased by 30% due to the resiliency of the CBN/Resin system.
The Production Reality: “Case studies prove that the most expensive wheel is the one that causes a reject. When you’re losing 10 parts an hour to thermal damage, the price difference between a standard wheel and a high-porosity ceramic wheel becomes irrelevant. Optimization is a profit center, not a cost center.”
8. Conclusion: Toward a Data-Driven Grinding Strategy
As the automotive and aerospace industries accelerate toward electrification and higher power densities, the margin for error in precision finishing has effectively vanished. We have moved beyond an era where grinding was a purely mechanical operation; it is now a stochastic metallurgical process where the grinding wheel acts as the primary control variable.
The Synthesis of Specification and Intelligence
Mastering the interpretation of Grit, Bond, and Concentration data is not an academic exercise—it is the foundation of Zero-Defect Manufacturing (ZDM). When an engineer can look at a specification label and predict the heat flux entering the workpiece or the damping coefficient of the bond, they transition from a reactive operator to a proactive process architect. The integration of these specifications with real-time monitoring systems, such as acoustic emission and spindle power analysis, allows for a closed-loop control of surface integrity.
A Strategic Roadmap for Engineers
To maintain a competitive edge in high-stakes manufacturing, the following principles should guide your grinding wheel strategy:
- • Prioritize Integrity over Lifecycle: Never sacrifice subsurface quality (residual stress) for the sake of wheel longevity. A hard wheel that lasts forever but burns your parts is a liability, not an asset.
- • Embrace Functional Metrology: Use wheel specifications to target not just Ra, but functional areal parameters (S-parameters) that dictate real-world performance in EV gear sets.
- • Leverage Hybrid Systems: Don’t hesitate to utilize advanced ceramic-seeded grains or hybrid bonds to bridge the gap between material removal rates and thermal safety.
Final Technical Perspective:
In the global supply chain, the cost of a single field failure can bankrupt the savings of a thousand optimized cycles. Therefore, the ultimate goal of understanding wheel specifications is to induce a state of mechanical permanence. By mastering the interaction between abrasive chemistry and bond physics, you deliver components that define the next generation of performance: silent, efficient, and indestructible.
References & Internal Technical Resources
Primary Abrasive Engineering Standards
- • ISO 525:2020: Bonded abrasive products — General requirements. (The global standard for conventional wheel marking and safety).
- • ISO 6104:2005: Superabrasive products — Rotating grinding wheels with diamond or cubic boron nitride. (Standard for superabrasive grain sizes and concentration).
- • Malkin, S., & Guo, C. (2008). Grinding Technology: Theory and Applications of Machining with Abrasives. (Comprehensive analysis of energy partitioning and wheel-workpiece interaction).
- • Rowe, W. B. (2014). Principles of Modern Grinding Technology. (Technical foundations for bond systems and thermal modeling).
Curated Roadmap Insights: The Path to Process Mastery
To fully understand how wheel specifications influence final part performance, explore these deep-dive reports from our technical series:
Note: All technical selections derived from wheel specifications must be validated through process-specific trials. Factors such as machine tool stiffness, spindle power, and coolant delivery (Roadmap #18) will influence the “Effective Grade” of the wheel during production.